
ਅਡਾਪਟਰ ਸਲੀਵ H31/500 H31/530 H31/560

ਅਡਾਪਟਰ ਸਲੀਵ ਅਸੂਲ
ਅਡਾਪਟਰ ਸਲੀਵ ਦਾ ਸਿਧਾਂਤ ਇੱਕ ਵਿਧੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ ਜਿਸ ਵਿੱਚ ਮਸ਼ੀਨਿੰਗ ਵਿੱਚ ਕੰਮ ਦੇ ਟੁਕੜੇ ਨੂੰ ਢੁਕਵੇਂ ਆਕਾਰ ਦੀ ਇੱਕ ਆਸਤੀਨ ਵਿੱਚ ਰੱਖ ਕੇ ਕੰਮ ਦੇ ਟੁਕੜੇ ਅਤੇ ਆਸਤੀਨ ਦੇ ਵਿਚਕਾਰ ਇੱਕ ਖਾਸ ਪਾੜਾ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਆਸਤੀਨ ਦੀ ਬਾਹਰੀ ਸਤਹ ਨੂੰ ਇੱਕ ਸੰਦਰਭ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਕੰਮ ਦੇ ਟੁਕੜੇ ਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ।
ਅਡੈਪਟਰ ਸਲੀਵ ਸਿਧਾਂਤ ਦਾ ਮੂਲ ਵਿਚਾਰ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸਲੀਵ ਦੀ ਬਾਹਰੀ ਸਤਹ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ ਕਿ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਮਸ਼ੀਨਿੰਗ ਦੌਰਾਨ ਸਮੱਗਰੀ ਦੀ ਵਿਗਾੜ ਜਾਂ ਮਸ਼ੀਨਿੰਗ ਗਲਤੀਆਂ ਕਾਰਨ ਕੰਮ ਦਾ ਟੁਕੜਾ ਅਯਾਮੀ ਭਟਕਣਾ ਦਾ ਕਾਰਨ ਨਹੀਂ ਬਣਦਾ। ਮਸ਼ੀਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਕੰਮ ਦੇ ਟੁਕੜੇ ਨੂੰ ਸਲੀਵ ਵਿੱਚ ਸਲੀਵ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਆਸਤੀਨ ਦੀ ਬਾਹਰੀ ਸਤਹ ਕਟਰ ਜਾਂ ਹੋਰ ਪ੍ਰੋਸੈਸਿੰਗ ਸਾਧਨਾਂ ਦੇ ਅਨੁਸਾਰ ਚਲਦੀ ਹੈ, ਅਤੇ ਕੰਮ ਦੇ ਟੁਕੜੇ ਅਤੇ ਆਸਤੀਨ ਦੇ ਵਿਚਕਾਰ ਇੱਕ ਖਾਸ ਪਾੜਾ ਬਣਦਾ ਹੈ, ਤਾਂ ਜੋ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਪ੍ਰਕਿਰਿਆ, ਕੰਮ ਦੇ ਟੁਕੜੇ ਨੂੰ ਸਲੀਵ ਦੀ ਸ਼ਕਲ ਦੇ ਅਨੁਸਾਰ ਆਪਣੇ ਆਪ ਕੱਟਿਆ ਜਾਵੇਗਾ, ਤਾਂ ਜੋ ਕੰਮ ਦੇ ਟੁਕੜੇ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ.
ਅਡੈਪਟਰ ਸਲੀਵ ਦੇ ਸਿਧਾਂਤ ਦੁਆਰਾ, ਕੰਮ ਦੇ ਟੁਕੜੇ ਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਦੀ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਗਾਰੰਟੀ ਦਿੱਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਪ੍ਰੋਸੈਸਿੰਗ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਲਾਗਤ ਨੂੰ ਘਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ. ਹਾਲਾਂਕਿ, ਵਿਹਾਰਕ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ, ਅਡੈਪਟਰ ਸਲੀਵ ਸਿਧਾਂਤ ਦੀ ਪ੍ਰਭਾਵਸ਼ੀਲਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਸਲੀਵ ਦੇ ਆਕਾਰ ਦੀ ਚੋਣ ਅਤੇ ਥਰਮਲ ਵਿਗਾੜ ਵਰਗੇ ਕਾਰਕਾਂ 'ਤੇ ਵਿਚਾਰ ਕਰਨ ਦੀ ਲੋੜ ਹੈ। ਉਸੇ ਸਮੇਂ, ਵਿਸ਼ੇਸ਼ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਅਡੈਪਟਰ ਸਲੀਵ ਸਿਧਾਂਤ ਦੀ ਵਰਤੋਂ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਸਲੀਵ ਦੀ ਅੰਦਰੂਨੀ ਸਤਹ ਨੂੰ ਇੱਕ ਸੰਦਰਭ ਵਜੋਂ ਵੀ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ.
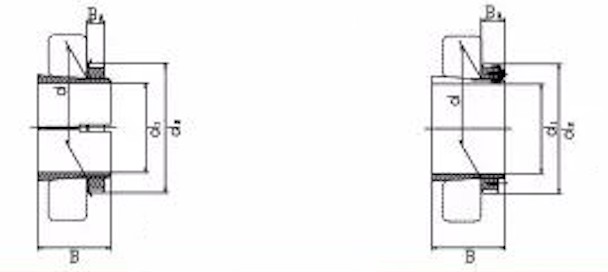
| ਅਹੁਦਾ | ਸੀਮਾ ਮਾਪ | ਉਚਿਤ ਬੇਅਰਿੰਗ(ਆਂ) | ਡਬਲਯੂ.ਟੀ | |||||
| d | d1 | B | d2 | B3 | ਗੋਲਾਕਾਰ ਰੋਲਰ ਬੇਅਰਿੰਗ | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | - | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | - | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | - | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | - | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | - | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | - | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | - | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | - | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | - | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | - | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | - | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | - | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | - | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | - | 984 |




